Sac Metal Şekillendirme Hizmeti için Tasarım Yönergeleri
 Stoper Solutions
Stoper Solutions 
Sac Metal Şekillendirme Hizmeti için Tasarım Yönergeleri
Sac metal şekillendirme işlemlerinizin sorunsuz gerçekleşebilmesi için hazırladığınız tasarım dosyalarının belirli standartlara uygun olması büyük önem taşımaktadır.Sac Metal Şekillendirme Hizmeti Tasarım Yönergeleri
Stoper Solutions olarak, müşterilerimize hızlı, verimli ve yüksek kaliteli imalat deneyimi sunmayı hedefliyoruz. Bu doğrultuda, abkant büküm işlemlerinizin sorunsuz gerçekleşebilmesi için hazırladığınız tasarım dosyalarının belirli standartlara uygun olması büyük önem taşımaktadır.
Bu rehber, abkant büküm hizmeti için dosyalarınızı nasıl oluşturmanız gerektiğini adım adım açıklamak üzere hazırlanmıştır. Parçalarınızın en hızlı ve doğru şekilde imal edilebilmesi için, dosyalarınızın bu rehberde belirtilen kurallara uygun olduğundan emin olun. Tasarım dosyalarınız ne kadar özenli ve kurallara uygun hazırlanırsa, elde edeceğiniz sonuçlar da aynı oranda başarılı olacaktır.
Abkant Büküm Hizmeti İçin Desteklediğimiz Materyal Türleri
- Karbon Çelik ST37 (S235JR)
- ST52 (S355JR)
- 1050 H14 Alüminyum Levha
- 304 Paslanmaz Çelik Levha
- 430 Paslanmaz Çelik Levha
- Galvanizli Levha
- Bakır Levha
Sac Metal Büküm Sınırları Hakkında Bilmeniz Gerekenler
Yeni projenizi tasarlamaya başlamadan önce metal malzemelerin büküm sınırlarını bilmek büyük önem taşır.
- Maksimum düz parça boyutu: (x) x (y) mm
- Maksimum büküm uzunluğu: Malzeme kalınlığına bağlı olarak (x) – (y) mm arası
- Maksimum malzeme kalınlığı: Flanş uzunluğuna bağlı olarak en fazla (x) mm
- Maksimum büküm açısı: Kullanılan malzeme ve kalınlığa bağlı olarak değişir
Desteklemediğimiz Büküm Türleri
Parçalarınızı dilediğiniz şekilde bükmekten memnuniyet duyarız; ancak aşağıda listelenen büküm türleri tarafımızca desteklenmemektedir.
- 130°’den dar açılar (akut açı) bükülememektedir.
- 5°’den geniş açılar (obtüz açı) desteklenmemektedir.
- Kıvırma, kabartma veya yuvarlama (roll forming) işlemleri yapılamamaktadır.
- Baskı ile şekil verme işlemi yapılamamaktadır.
- Katlama işlemi uygulanmamaktadır.

Kalıp İzleri ve Şekil Bozulmaları
Kalıp izleri, parça şekillendirilirken kullanılan kalıbın temas ettiği genişliği ifade eder. Bir parça büküldüğünde, kalıbın malzeme ile temas ettiği noktalarda izler oluşur. Bu temas noktalarına genel olarak kalıp izleri denir.
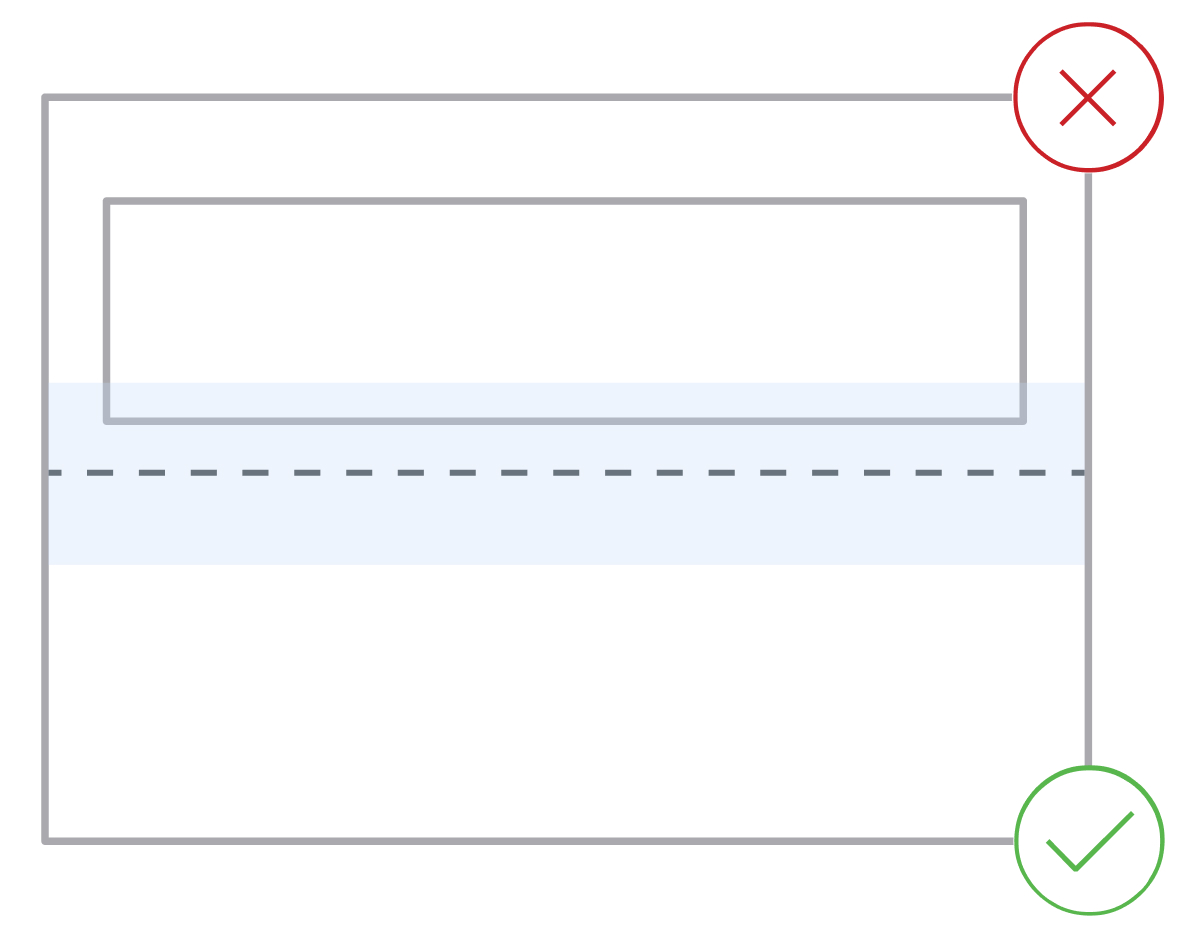
Eğer kesilmiş delik veya detaylar bu kalıp izlerinin ya da büküm alanının içine denk gelirse, parça bükülürken malzeme gerileceğinden dolayı bu bölgelerde şekil bozulmaları meydana gelir.
Abkant Büküm Hizmeti İçin Kabul Ettiğimiz Dosya Formatları
Otomatik fiyatlandırma sistemimiz tarafından desteklenen 2D vektör formatları şekilde belirtildiği gibidir.
Tasarımınızı oluştururken, kullandığınız malzeme kalınlığına uygun büküm yarıçapı ve K faktörü değerlerini dikkate alarak çalıştığınızdan emin olun.
En hızlı üretim süreci için parçalarınızı bir CAD yazılımında tasarlamanızı öneriyoruz. Bu detaylara dikkat edilmesi, dosyanızın işleme alınmasını hızlandırır ve üretim sürecinde olası sorunların önüne geçilmesini sağlar.
2D Dosyalarda Büküm Çizgileri
Göndereceğiniz .dxf, dwg formatı dosyalarda büküm çizgileri farklı renkli kesik çizgi veya eksen çizgisine sahip olmalıdır. Bu çizgiler, her bükümün tam merkezini göstermelidir.
Sipariş sürecinde her bir büküm çizgisi için büküm açısını belirtebilirsiniz. Eğer bir çizgi eksikse veya uygun değilse, sistem size bir hata mesajı gösterir.
- Hangi rengi kullanacağınız önemli değil, çizgi renkleri sistem tarafından dikkate alınmaz.
- Adobe Illustrator kullanıyorsanız, kesik çizgi (dashed line) kullanmayın ve çizgilerin düz kenarlardan biriyle paralel olmasına dikkat edin.
Bükülmüş Parça Ölçüleri
Bize gönderdiğiniz parçaları tam da tasarladığınız şekilde üretiriz. Ancak büküm sonrası ölçülerin doğru ve beklediğiniz gibi olması için, burada yer alan açıklamaları mutlaka dikkate alarak tasarım yapmalısınız.
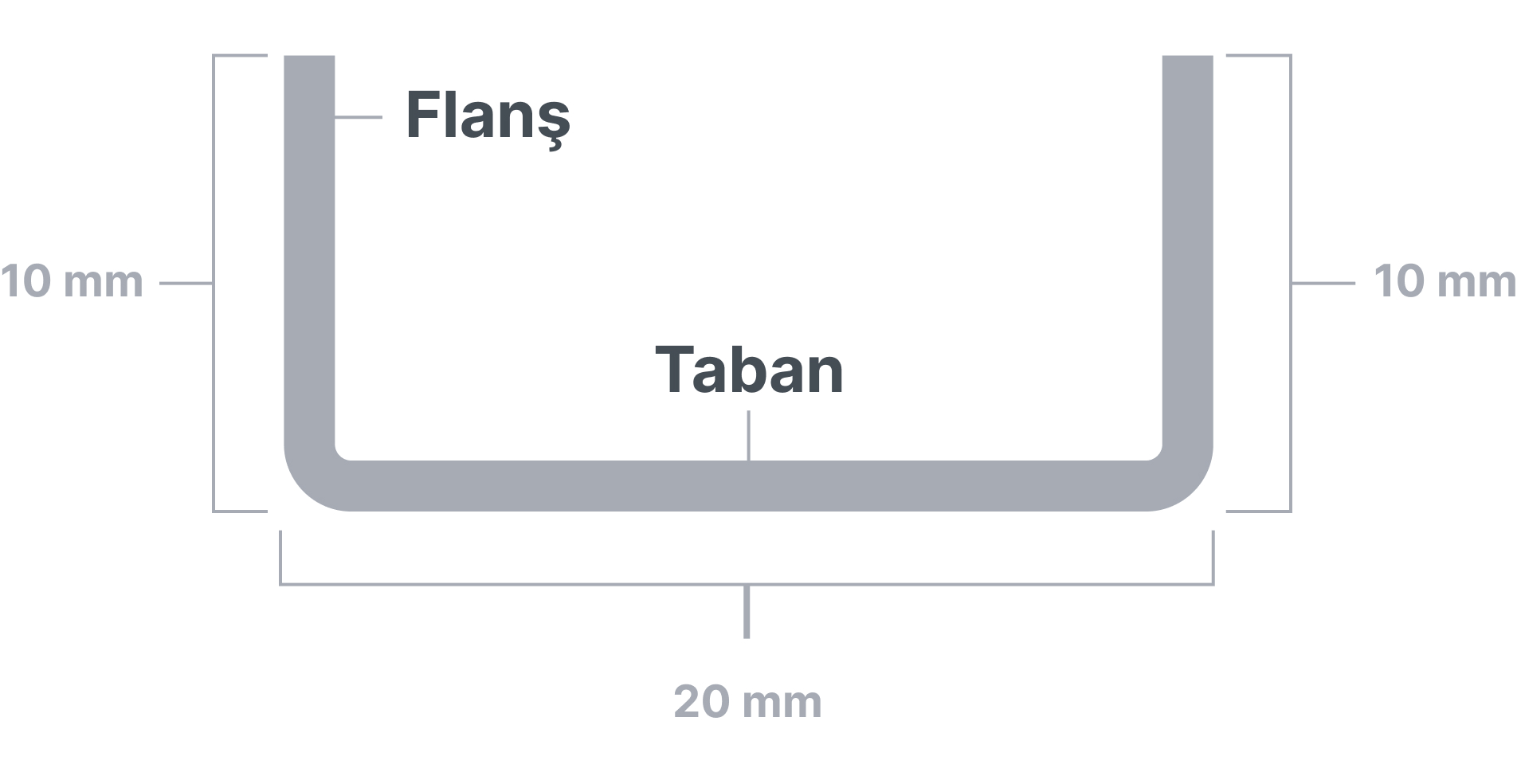
Flanş ve Taban Nedir?
Lazer büküm sürecine geçmeden önce bilmeniz gereken iki temel terim vardır: taban ve flanş. Flanş, bükülecek kenarı ifade ederken; taban, parçanın bükülmeden kalan ana düz yüzeyidir.

Minimum ve Maksimum Flanş Uzunluğu
Flanşın izin verilen en düşük uzunluğu 13mm’dir.
Dar ve Geniş Açılı Bükümler
Büküm açısı her zaman bükümün dış kısmından ölçülür. Örneğin aşağıdaki örnekte, dar bir açı olarak ölçülen büküm 130° ile gösterilmiştir.

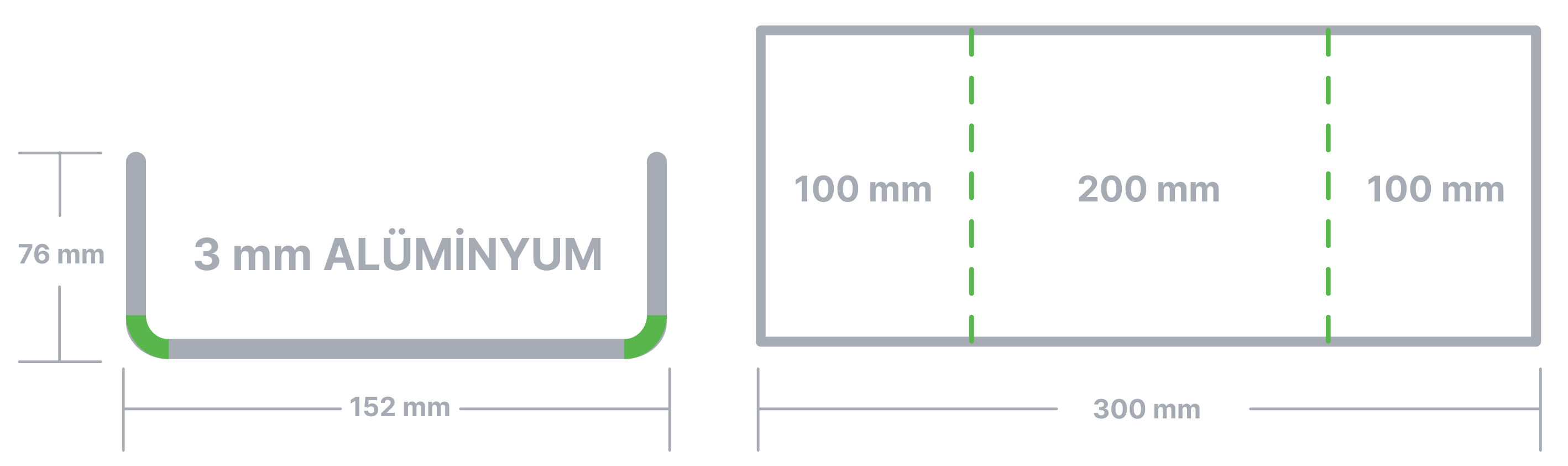
C-Kanal / U-Kanal Bükümler
Sac metal malzemelerle çalışırken, U-kanal (u-channel) bükümlerinde taban uzunluğu genellikle flanş uzunluğunun en az 2 katı olmalıdır (2:1 oran). Bu kural, parçanın stabilitesi ve üretim hassasiyeti açısından kritik öneme sahiptir.
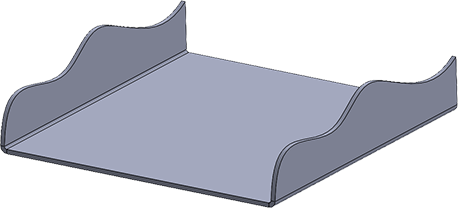
Uyarı: Daha ince sac malzemelerde ve belirli teknik koşullar sağlandığında, 2:1 oranı esnetilebilir.
Sac Metalde Pencere ve Basamaklı Büküm Şartları
Pencere Bükümler:
- Sac metal parçalar için maksimum 90° pencere bükümüne izin verilir.
- 90°’den daha dar açılar için mühendislik değerlendirmesi gereklidir.
- Bu tür bükümler için malzeme ve kalınlık uyumuna göre tasarım sınırlarını göz önünde bulundurun.
Basamaklı Bükümler (Joggle Bends):
- 90°’ye kadar olan joggle bükümlere izin verilir.
- Seçtiğiniz malzemeye ait minimum ve maksimum joggle flanş değerleri, malzeme teknik tablolarında bulunabilir.
Alışılmadık (Düz Olmayan) Flanş Şekilleriyle Büküm Yapmanız Gerekiyorsa
- Flanşınız alışılmışın dışında bir forma sahipse, biz yine de parçayı bükebiliriz ancak bükümün gerçekleşmesi için düz bir yüzey gereklidir.
- Bunu sağlamak için flanşınıza, büküm hattına paralel düz bir yüzey oluşturacak sekme (tab) ekleyin.
- Bu sekmeler:
- Parçanın boyutuna uygun uzunlukta olmalı,
- Yeterli sayıda bağlantı köprüsü (bridge) içermelidir.
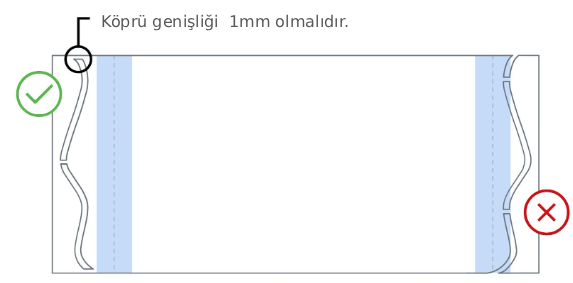
Sekmelerinizin parçanız için yeterince uzun olduğundan ve yeterli bağlantı köprüleri içerdiğinden emin olun.
Büküm Rahatlama Çentikleri
Bükülmüş parçalarınızın köşelerinde şişkinliği azaltmak ve yırtılmayı önlemek için tasarımınıza bükülme rahatlama çentikleri ekleyin. Bu çentikler, flanşların iç yarıçaplarına daha az baskı uygulayarak bükülmelerin köşelerinin ana malzemeyle temas etmesini önler.
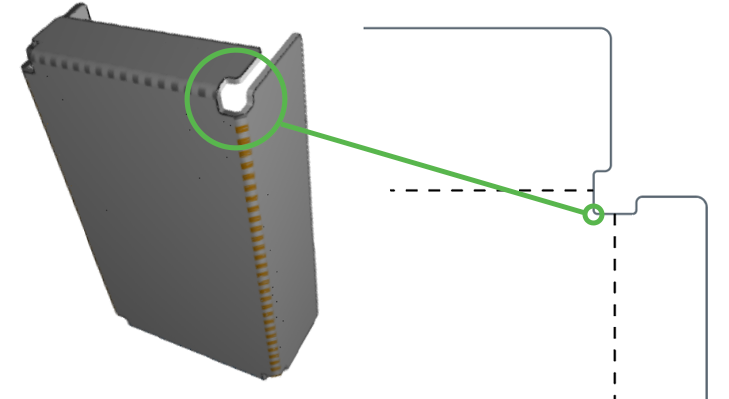
Sac metal parçalar için bükülme rahatlama gereksinimlerimiz hakkında daha fazla bilgi edinin.
Sac metal parçaları bükme işleminde neler beklenir?
- Bükme işleminden kaynaklanan izler görülebilir; bu izler malzemeye bağlı olarak daha derin ve belirgin hale gelebilir.
- Şu anda kozmetik parçalar için özel koruma sunmuyoruz.
- Bükülmenin uçlarında bir miktar şişkinlik olması beklenir.

Sac Metal Bükümünde Sık Karşılaşılan Sorunlar Nasıl Önlenir?
Büküm Özellikleri
Tasarım dosyanızı, ihtiyacınız olan malzeme kalınlığı için büküm özelliklerimize göre ayarlayın. Bu durum, hataları önler ve büküm yarıçapı, K faktörü vb. kritik özellikler her malzeme kalınlığı için ayarlandığından parçalarınızın beklendiği gibi çıkmasını sağlar.
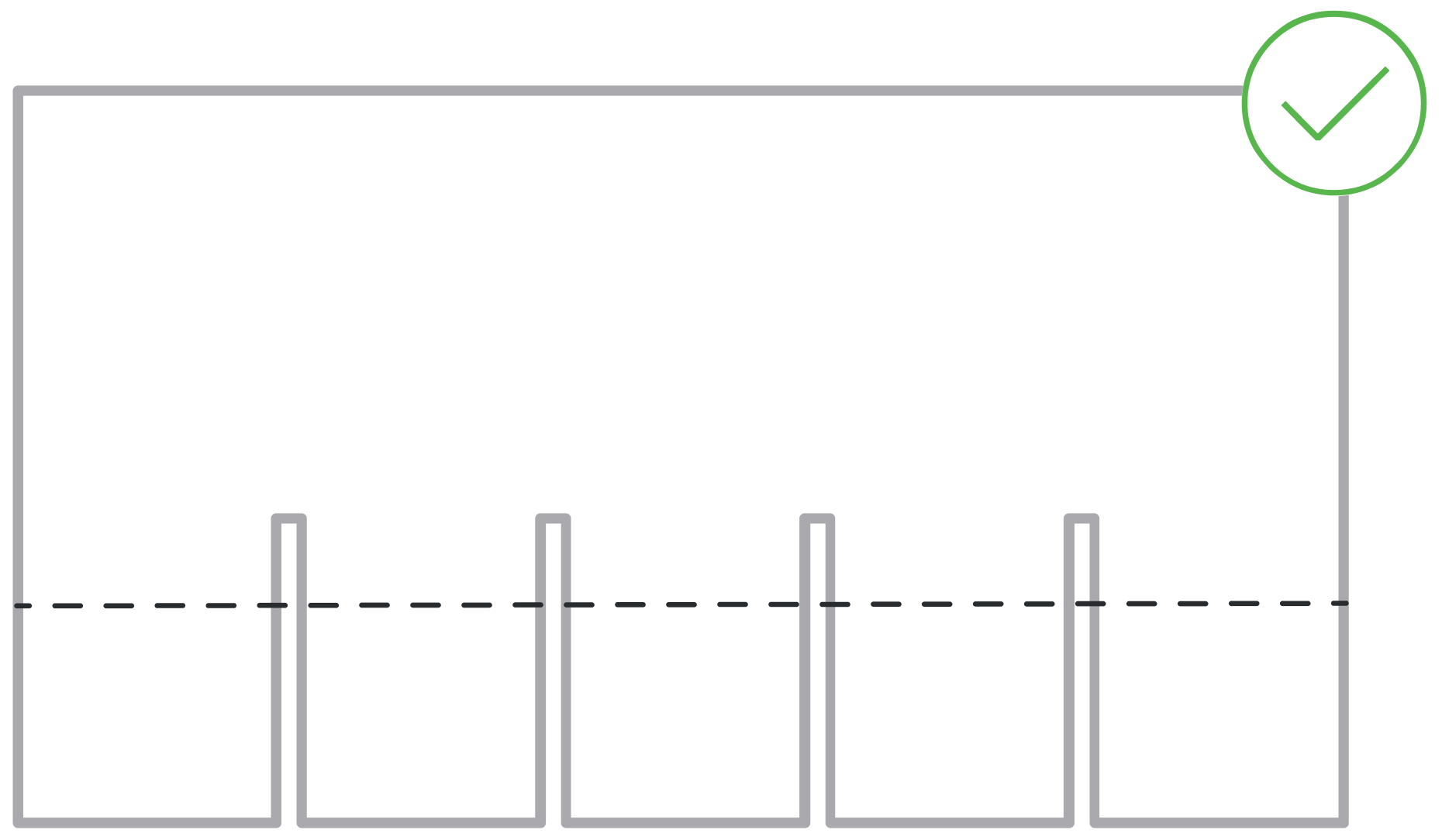
Birleştirilmiş Çizgiler
Ortak bir eksen üzerindeki kıvrımlar, burada gösterilen örnekte olduğu gibi birleştirilmelidir. Birleştirilmezlerse, her kıvrım ayrı ayrı görülecektir.
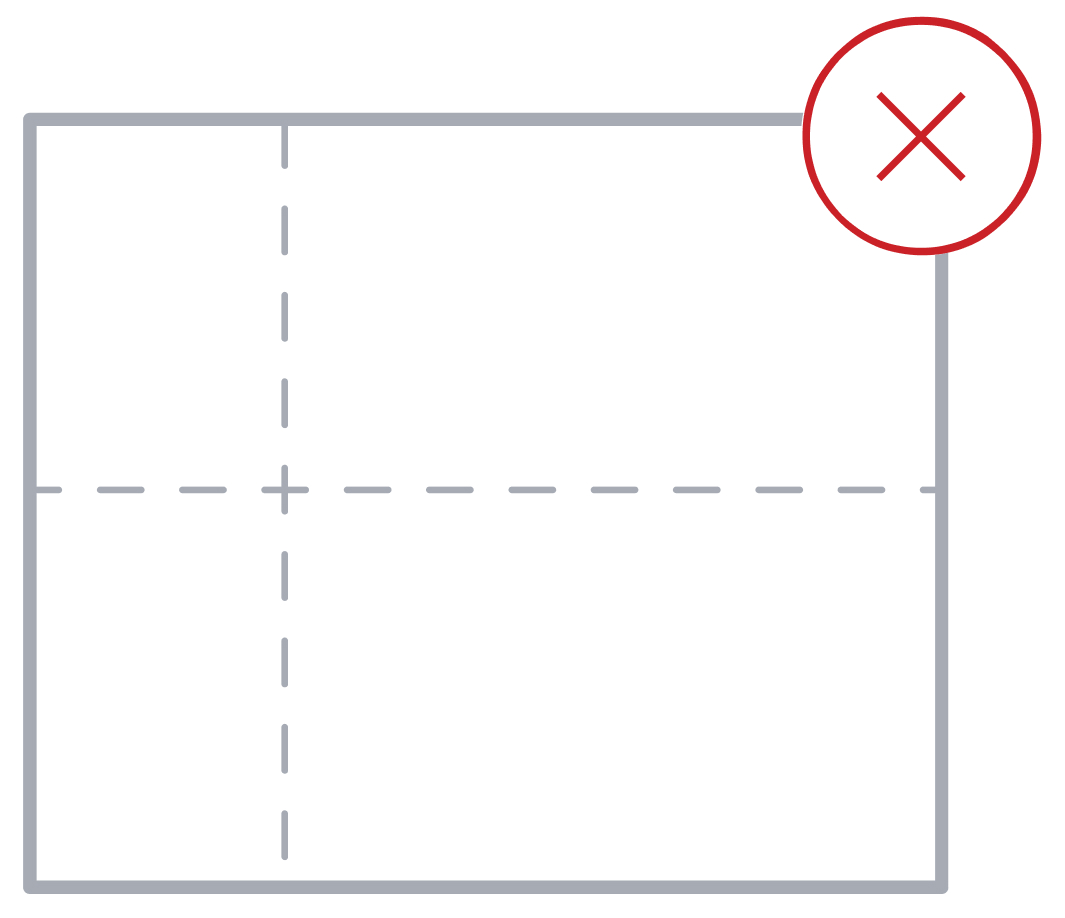
Kesişen Kıvrımlar
Ayrı flanşları olmayan kesişen çizgiler bükülememektedir.
Yetersiz veya Eksik Bükülme Rahatlığı
Bazı tasarımlar, parçanın hasar görmesini önlemek için bükülme rahatlığı gerektirir. Uygun rahatlık olmadan, parça doğru şekilde bükülemez. Bu, malzeme çatlamaya yatkın olduğu için sac metal parçalar için kritik bir husustur.
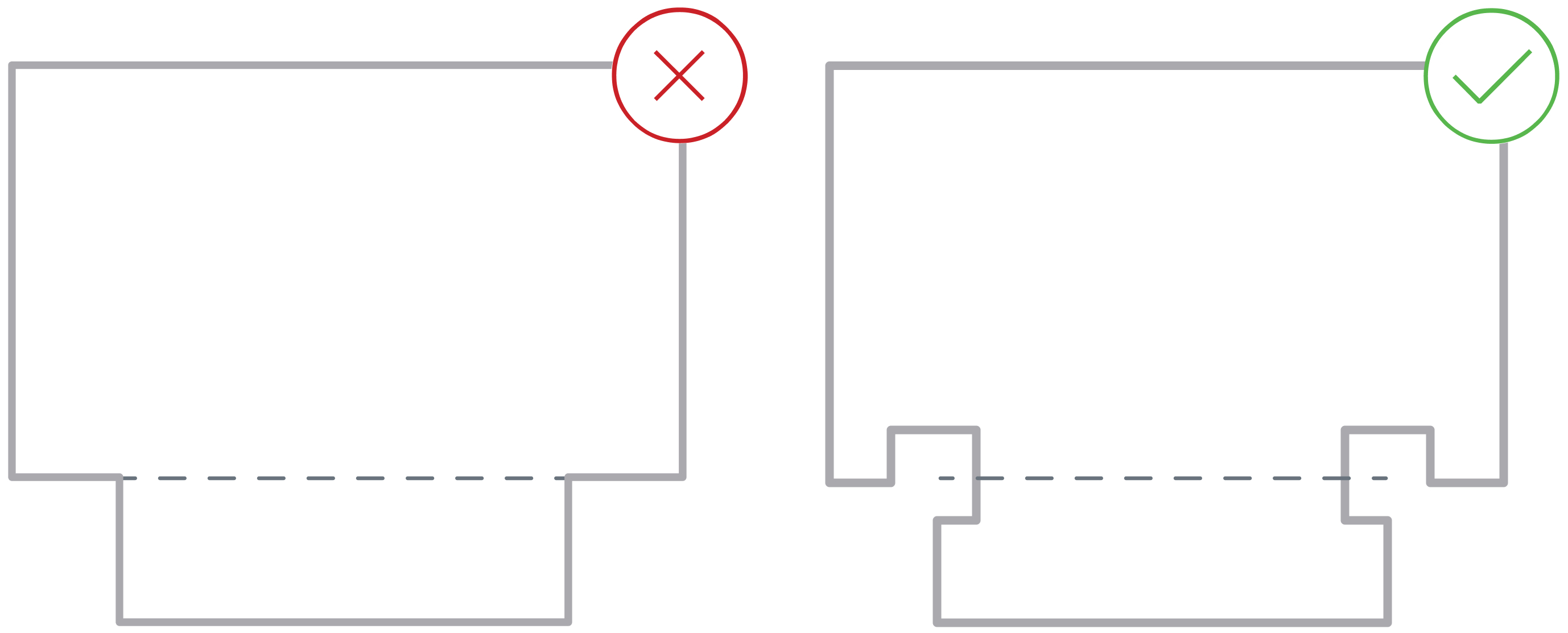
Eksik Bükümler
Eksik bükümler (örneğin, bir parçanın yarısı) oluşturamayız. Büküm tam olmalı ve bükülecek alanın tamamını kapsamalıdır.
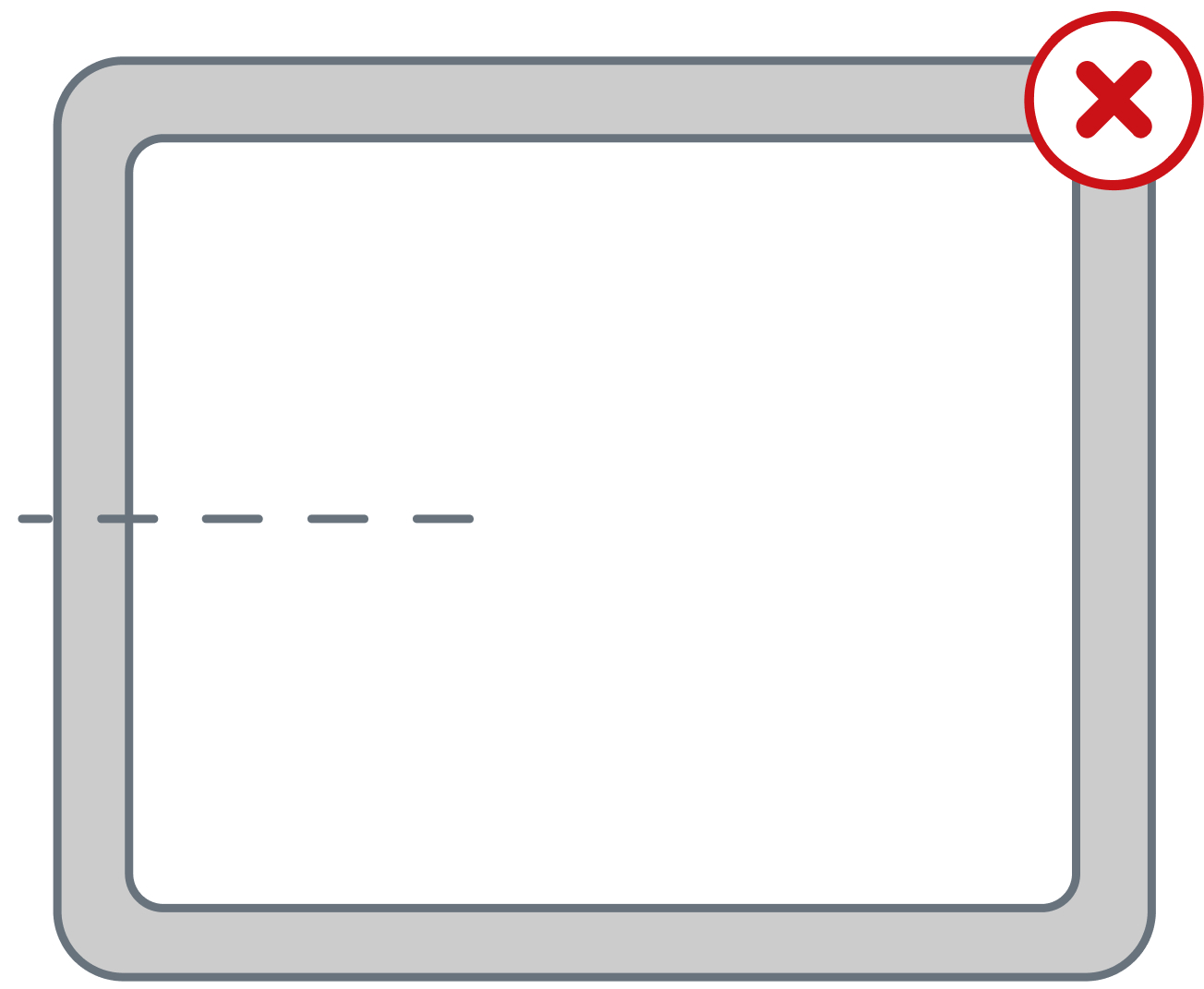
Yetersiz Temas Yüzeyi
Çoğu malzeme için, minimum flanş uzunluğu, bükülmenin her iki tarafında bükülme uzunluğunun en az ~%50-60'ı kadar olmalıdır. Bu, şekillendirme işlemi sırasında yeterli destek sağlamak için yeterli malzemenin pres freninin takımlarıyla temas etmesini sağlar.
Daha kalın malzemeler (özellikle 3mm’den kalın olan) yeterli destek sağlamak için daha fazla malzeme teması gerektirir.
Büküm İşlemi Öncesi Kontrol Listesi
Metal şekillendirme son derece karmaşık bir süreç olsa da, Stoper Solutions olarak parça bükmeyi olabildiğince kolaylaştırmayı hedefliyoruz. Hata ihtimalini ortadan kaldırarak çok daha hızlı sonuç alabilmek için lütfen gönderdiğiniz dosyanın aşağıda ki tasarım kurallarını karşıladığından emin olunuz.
- Dosya, kabul ettiğimiz bir formattadır (2D: .dxf, .dwg).
- Lazer kesim parçalar için tüm delikler ve kesikler en az %50 malzeme kalınlığındadır.
- Çizim 1:1 ölçeğindedir.
- Şekiller kapalı ve birleşmiş konturlardan oluşmaktadır.
- Delikler büküm hattından güvenli mesafededir.
Projenizi Hayata Geçirmeye Hazır mısınız?
Tasarım dosyanızı yükleyin ve saniyeler içinde fiyat teklifi alarak üretimi başlatın.
Hemen Teklif Al ->